
- 电话:0536-3295800
- 传真:0536-3295818
- 邮箱:ck@weichaick.com
以QC活动促进降本增效和质量提升
更新时间:2013-06-26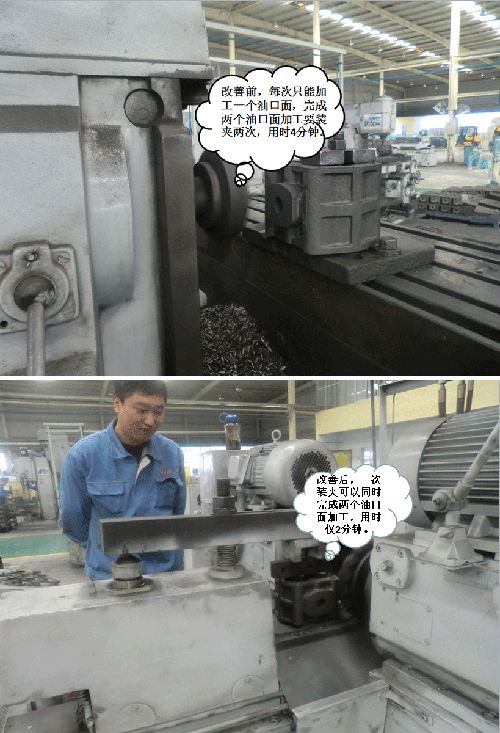
2013年是落实谭总八项工作重点的开局之年,也是公司从单一的装载机配套产品向推土机、叉车和柴油机配套的转折之年,为全面落实2013年公司各项指标,夯实质量基础、落实降本增效计划,公司积极开展了QC项目推广活动。
-----重视QC成果的宣传推广
今年2月,公司对2012年完成的QC活动项目进行了成果展示和总结表彰;围绕质量提升和降本增效目标制定了2013年的QC项目计划,为质量上台阶和QC活动的持续推进奠定了基础。
-----从清洁度控制入手,大胆创新尝试
阀体清洗一直是影响清洁度的关键环节,QC活动开展以来,阀车间对该工序工艺大胆创新改善:
首先,将阀体一级清洗由原来的普通清洗机改用“离心式清洁泵”,压力提高到2MPa,流量可达100L/min,稳定提高了清洗压力和流量,确保了每件阀体的清洗质量。
其次,改进清洗喷头,由原来的单孔出水改为6孔出水,保证了内腔油道都处在喷头清洗的可控范围之内。
最后,借助医疗设备改善检查手段。阀体内腔检查在原有内窥镜检查基础上,又增加了医疗用“耳 鼻 喉”检查用的聚焦反光镜,配合内窥镜使用,阀体内腔的各个部位一览无余。不仅可以检查到体腔内部的粘砂,还可以观察到各个油槽、内孔的铁屑和遗留的“眼镜圈”。
通过2个月的运行,内腔清洁度达到了作业指导书的标准要求。
-----从根本上找原因
“眼镜圈”是阀体镗孔过程残存在腔体内的“o”型残留物,不易发现和去除,也是造成卡阀的原因之一。而传统的加工工艺和镗刀是加工过程形成“眼镜圈”的主要成因。 车间在对“眼镜圈”的成因逐一分析之后,对加工工艺和刀具进行了改进:将原来85度角镗孔刀一次加工完成的镗孔工艺,改为先用45度角粗扩刀扩孔再用85度角镗刀2次加工完成,从根本上杜绝了“眼睛圈”的形成,减少了卡滞隐患。
-----向工艺和成本要效益
M16*1.5非标螺栓是实心杆阀杆粗磨加工的工艺辅助物料,起定位作用。由于定位过程需要在螺栓中央钻孔,所以加工1支阀杆就要消耗1个螺栓,而钻孔后的螺栓不能重复使用。面对将来大批量的阀杆生产,班组一班人开动脑筋,对工艺流程进行梳理论证。先在M16*1.5螺栓上钻丝孔,再将1个M8*1.25的普通螺栓拧入,定位孔可以钻在M8*1.25螺栓上,只更换小螺栓, M16*1.5的非标件可以重复使用,每支阀杆的成本降低了1.41元。经过试验,完全可以达到质量要求,而以每年35000台HDF阀计算,仅阀杆节约近10万元成本。
-----改进闲置设备 提高生产效率
针对泵体油口加工劳动效率低的现象,泵车间将1台1988年投入使用的万能铣床改为专机,使泵体的2个油口面同时加工,效率提 高了1倍以上。这一课题由泵车间发起,经过3个月的改进调试,现已经投入使用。改进后的专机可以同时加工2个油口面,单件加工时间由原来的4分钟减少到2分钟;工件装夹由原来的2次减为1次;改进后可以使用液压工装加紧,装夹省时省力,保证每件的夹紧力一致,产品质量得到了更好的保障。闲置设备得到了更好的再利用。
通过QC活动的开展,极大地调动了员工参与的积极性,使员工的成本意识、质量意识、效率意识大为提高。员工整体素质的不断提高,使企业在激烈的市场竞争中能不断蓄积能量,为企业发展奠定了更好的基础。